ジャストインタイムとは?3原則(後工程引取り、工程の流れ化、必要数でタクトを決める)を解説


.png)
本ページでは、トヨタ生産方式の2本柱である「ジャストインタイム」について、前提条件や「後工程引取り」「工程の流れ化」「必要数でタクトを決める」の3原則、成功ポイントについて解説しています。
ジャストインタイムとは
ジャストインタイムとは、「必要なモノを、必要な時に、必要な分だけ、流れるように停滞なく」造り、運搬することです。
トヨタ生産方式では、「造りたいモノを、造りたい時に、造りたい分だけ造ること」ような自己都合を優先することは推奨されません。また、「供給したいモノを、供給したい時に、供給したい分だけ運搬すること」も避けなければなりません。
さらに、ジャストインタイム生産においては、多めの在庫を持ってはいけません。一方で、少ない在庫しか持たないことで、お客様を待たせるようなことになってもいけません。
この一見相反することについて、追求していくことが、ジャストインタイム生産なのです。

トヨタ生産方式の2本柱のうちの1つ
トヨタ生産方式の基本は、徹底的なムダ排除による原価低減でしたね。
ジャストインタイムは、この基本思想を貫くトヨタ生産方式の2本柱のうちの1つです(ちなみに、もう1つはニンベンの付いた自働化でしたね)。トヨタ生産方式の中身についてよく知らないという方でも、ジャストインタイムという言葉に関しては聞いたことがあるのではないでしょうか?
ジャストインタイムは、海外でも有名な言葉です。Just In Time, JITは「ジット」とも呼ばれ、必要なモノを必要な時に必要な分だけ造るという考え方は、今ではモノづくりの基本のような位置づけとも言えるものになりました。
まずはここでは、2本柱のうちの1つという大変重要な位置づけにあり、世界中のものづくりの現場で重視されているのが、このジャストインタイムだと覚えておきましょう!

ジャストインタイムの三原則とは
ジャストインタイムには、それを成り立たせるための3つの原則があります。
ジャストインタイムの三原則とは、ジャストインタイムを成立させるための原則のことで、「後工程引取り」、「工程の流れ化」、「必要数でタクトを決める」の3つの原則のことです。平準化生産を前提として、これら3つの原則を守り、追求していくことがジャストインタイム生産では求められます。
それではここからは、それぞれの原則について確認していきたいと思います。

後工程引取りとは
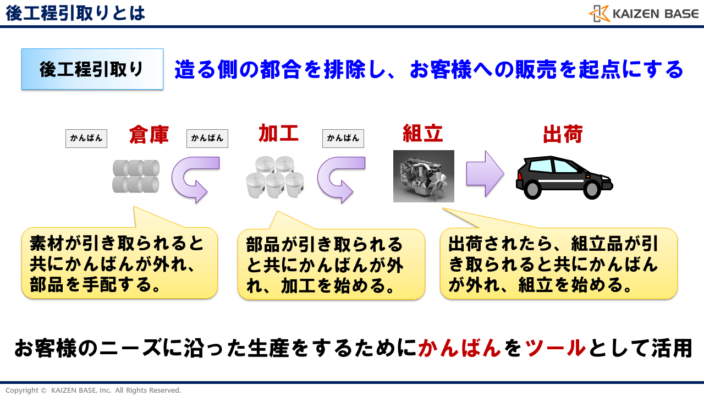
後工程引取りとは、後工程は、必要なモノを、必要な時に、必要な分だけ、前工程から引き取り、前工程は、引き取られた分だけ造ることを指します。
後工程引取りは、「造る側の都合を排除し、お客様への販売を起点にする」ことがポイントです。
あくまで起点は、お客様への販売です。

後工程引取りの流れ
後工程引取りの流れは、
①お客さまからの商品の注文を受けて、組立工程では組立を始めます。
②そして、組立で部品が使用されたら、その前の加工工程から部品が引き取られると共にかんばんが外れ、加工工程は加工を始めます。
③さらに、加工で素材が使用されたら、今度は倉庫から素材が引き取られると共にかんばんが外れ、部品を手配し、
④入荷されたモノに、かんばんが付けられる、というイメージです。
このように、後工程引取りの流れを繋げ、お客様のニーズに沿った生産をするために、かんばんをツールとして活用します。
なお、かんばんについては、下記のページで詳細を解説していますので、チェックしておきましょう!
[reg-bnr]かんばんとは?かんばんの役割とは? ジャストインタイムを成立させるためのツールである「かんばん」 かんばん(カンバン)とは、製造や運搬に必要な情報が記載された、1枚の紙切れのことです。トヨタ生産方式の2本柱であ...
定量不定時での部品供給方法
ここで、後工程引取りの代表例である、定量不定時での部品供給方法について説明します。
まず、水すましは、事前に定められた定量の部品をラインへ供給します。この時、次に部品補充を要求するタイミングの場所に、かんばんを付けておきます。
ラインでは、順番に部品を使っていき、かんばんが付いた箱の部品を使うタイミングで、かんばんを外し、かんばんポストに入れます。
かんばんポストに入ったかんばんは、定期的に回収され、部品が切れる前に、定量が供給される、というループを回します。

工程の流れ化とは
工程の流れ化とは、工程内・工程間にモノを停滞させないこと、余分な在庫・バッファは造らないことを指します。

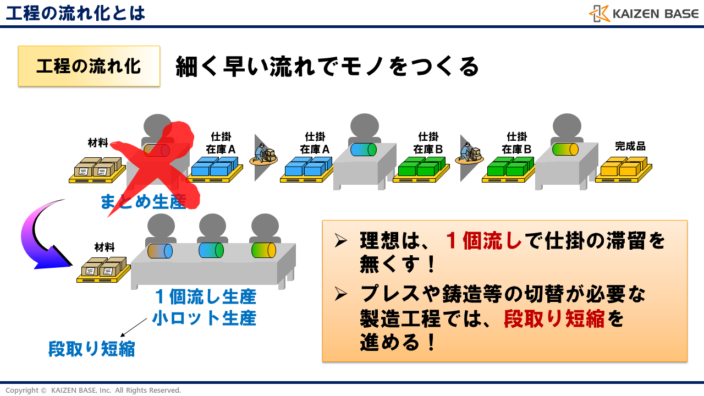
細く早い流れでモノをつくる
工程の流れ化においては、細く早い流れでモノをつくることを目指していきます。スライドのように、各工程でまとめ生産を行なっており、仕掛品の滞留が至る所で発生している状態ではいけません。
細く早い流れをつくるために、理想は、1個流し生産や小ロット生産を行ない、モノの流れの滞留や淀みを無くしていくことが大切です。プレスや鋳造等の切替が必要な製造工程では、段取り短縮等を行ない、まとめ生産からの脱却を目指していくことも求められます。
また、1個流し生産を行なう際には、工程間のバランスが取れていないと、多くのムダが発生してしまいます。そのようなムダが発生しないように、ラインバランス改善や同期化を進めていくことが必要になります。
当然、改善された作業は、しっかりと標準へ落とし込み、継続的に改善を行ないながら、標準作業をつくり込んでいかなければいけません。
工程の流れ化をするためのキーワード
- 1個流し生産
- 小ロット生産
- 段取り短縮
- ラインバランス
- 同期化
- 標準作業のつくり込み
- 整流化

整流化してモノを流す
更に、細く早い流れをつくるためには、整流化してモノを流さなければいけません。
このような乱れたモノの流れでは、どうしても滞留ができてしまいます。
それを、このような整流化された淀みのないモノの流れに変えていくことが大切です。
以上のように、工程の流れ化は、1つ1つの作業改善から工程間のモノの流れまで含めた工場全体の取組みが必要不可欠です。
個別最適ではなく、全体最適を目指して工程を改善していくようにしましょう。

必要数でタクトを決めるとは
必要数でタクトを決めるとは、生産必要数に応じて、必要なタクトタイムを決めることを指します。

少人化ラインをつくる
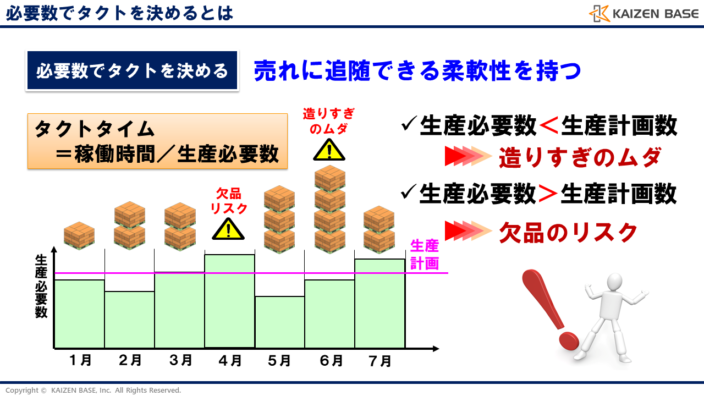
タクトタイムは、稼働時間/生産必要数で表されます。この数式が表しているように、タクトタイムでモノを造るというのは、必要数が少なければ、少ないなりの造り方を、必要数が多ければ、多いなりの造り方をすることを意味します。
つまり少人化ラインをつくることです。
いつでも固定人員でモノを造っていたらどうなるでしょうか。
このイメージ図で示すように、必要数が少ない時は、造りすぎのムダが発生し、生産必要数が多い時は、欠品のリスクが発生してしまいます。
造りすぎのムダをなくす
生産計画数に対して、実際の生産必要数が少ない場合、計画通りに生産を行なうと「造りすぎのムダ」が発生します。
一方、生産計画数に対して、実際の必要数が多い場合、計画通りに生産を行なうと「欠品のリスク」が発生します。
そのような造りすぎのムダや欠品のリスクが発生しないように、売れに追随できる柔軟性を持たなければいけません。
つまり、ジャストインタイム生産の為には、売れに追随できる柔軟性を持つ少人化ラインの構築が必要不可欠なのです。
売れに追随できると、それに合わせた生産計画を立てることが可能になり、それに応じて、在庫過多、欠品のリスクは減少していきます。
生産性を落とさずに、柔軟に人員を変動できる(少人化)ラインをつくることを目指していきましょう。

ジャストインタイムを成立させるために
ジャストインタイムを成立させるためのその他のポイントについては、下記の通りです。ジャストインタイムを成立させるためには、先程の3原則の他に、次の5つがポイントになります。
- 人の定着と多能工
- 部品供給の安定化
- 設備停止の撲滅
- 5S、2S3定
- 自働化レベルの向上・品質の安定化
それぞれについて、概要だけ確認していきましょう。

人の定着と多能工
1つ目は、人の定着と多能工です。
正社員、パート、派遣社員、請負等に関わらず、人の定着率が95%以下になると、生産性・品質は不安定になります。95%を切らないように、定着率を維持管理していくことが必要です。
また、突発休暇が出た場合でも、それをカバーして安定生産出来るように、多能工化の推進が必須です。

部品供給の安定化
2つ目は、部品供給の安定化です。
当然のことながら、たとえボルトが1本無くても、遅れても製品は完成しません。製品を製造するために必要な全ての部品が、計画に沿って納入されることが必要不可欠です。

設備停止の撲滅
3つ目は、設備停止の撲滅です。
設備が突発停止してしまい、製造が出来ない状態が時折発生していたのでは、止まった時の為に、在庫や時間の余裕を持たなくてはいけなくなり、ジャストインタイムが成立しません。その状態から脱皮するためにも、予防保全を中心とした設備稼働の安定化が必須となります。

5S、特に2S3定
4つ目は、5S、特に2S3定です。
組立をする際に、治工具や部品をイチイチ探していたのでは、必要な時に必要なモノを供給できません。整理整頓、2S3定をはじめとした、5Sの仕組み・定着が必要不可欠となります。

自働化レベルの向上・品質の安定化
5つ目は、自働化レベルの向上・品質の安定化です。
不良が時折多発するような状態では、必要な時に必要な分だけ後工程に渡すことが出来なくなります。異常が出たら止まる仕組みを導入し、品質をつくり込む取組みが必要不可欠となります。

ニンベンの付いた自働化については、下記のページで詳細を解説していますので、チェックしておきましょう!
[reg-bnr]ニンベンの付いた自働化とは 2つの「ジドウカ」 「ジドウカ」という言葉は、「自動化」と「自働化」という2種類があります。どちらも日本語としてはおかしくありませんが、トヨタ生産方式では、後者の「自働化」を使います...

情報のジャストインタイムとは
なお、ジャストインタイムは、モノをつくる時だけに適用されるのではありません。情報の取り扱いに関しても、ジャストインタイムの考え方は非常に重要です。これは「情報のジャストインタイム」という言葉でも表現されています。
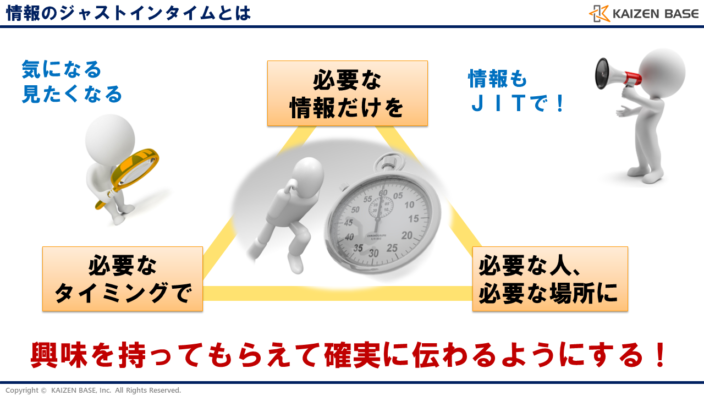
情報のジャストインタイムとは、「必要な情報だけを」「必要な人、必要な場所に」「必要なタイミングで提供」しようという考え方です。
情報もジャストインタイムで発信されるようにしていかなければなりません。ジャストインタイムが満足出来ていない情報は、単なる数字・文字の羅列にすぎません。情報をジャストインタイムに提供し、興味を持って確実に見えるようにすることが非常に大切です。
活きた情報を出せているかを常に意識して、見える化を推進するようにしましょう。
ジャストインタイムの前提条件『平準化』
ジャストインタイムには3原則という守るべき原則があることをここまでは確認しましたが、ここからは、前提条件である平準化について確認していきたいと思います。
前提条件というのは、「それがないと成立しない」というほど重要なものであり、先ほどの3原則よりも重要度が高いと認識して構いません。
それでは、平準化について概要を簡単に確認していきます。
ジャストインタイム使い方を間違えると凶器に
ジャストインタイムの「必要なモノを、必要な時に、必要な分だけ」 という考え方は、実は使い方を間違えると凶器になります。
例えば、部品を発注する側が、その日の状況によって、コロコロと、「やっぱり今日は1個しか必要じゃないから、1個だけ届けて。」という対応や「今日は沢山必要だから、いつもの2倍持ってきて。」というような、上から目線の実に身勝手な対応をしていたら、サプライヤーはもう大変です。
サプライヤー側は、「えぇ!?1個だけ運送すると、運賃が高額になるんだけど・・・」、「いきなり2倍って言われるなら在庫沢山持っておかないと・・・」といった状態・考え方になってしまい、本来の「原価低減」とは真逆の方向に向かってしまうのです。
このような発注側の思うままのやり方に従うことは、本来のジャストインタイムではありません。お互いが利益を上げていくための手段の1つがジャストインタイムであり、そのような一方的な押し付けにならないようにしなければいけません。

「平準化」という考え方が必要不可欠
つまり、「必要なモノを、必要な時に、必要な分だけ」 を成り立たせるためには、発注側、供給側の双方が納得できる体制が必要です。
具体的には、「平準化」という考え方が必要不可欠であり、ジャストインタイムの前提条件となります。
平準化は、何日先の何%までなら変更が可能かを、「事前に明確にして」、両者で合意するものです。「必ずこの日数で決める」というような決まりはありませんが、合意の決め方の事例について紹介します。

例えば、3ヶ月先までの間で、予測数、内示数、確定数、納入指示をどのタイミングで決め、数量の変動はどこまで許容するかを決めるケースです。
まず、現在から2ヶ月、3ヶ月先は、予測数として発注側からサプライヤーに提示します。
そして、翌月分は、内示情報として、提示します。内示情報とは、発注側がサプライヤーへ提示する、仮数量情報のことです。この時、予測情報と内示情報の数量変動は、半分~2倍までとする等の条件決めを行ないます。
そして、4週間先は、確定情報を出します。この時、内示情報と確定情報の数量変動は±20%以内にする等の条件決めを行ないます。
そして、最後は納入指示となりますが、この時も、確定情報と納入指示情報の数量変動は±10%以内とする等の条件を決めます。
大切なことは、発注側とサプライヤーがしっかりと取り決めを行ない、守るための改善を進める事です。変動があまりにも大きいと、サプライヤーは大きな負担を強いられ、最終的には原価アップに繋がってしまいます。その原価アップは、調達側にも当然影響してくるため、発注側、サプライヤー双方の協力が不可欠なのです。

なお、平準化に関してさらに詳細の解説については、下記のページで解説していますので、チェックしておきましょう!
[reg-bnr]平準化(へいじゅんか)とは 2種類の平準化 本ページでは、平準化とは何か、2種類の平準化について、その概要とポイントを解説しています。 平準化とは、平らにならして生産を行なうことを指します。平準化には2種...

ジャストインタイム、3原則(後工程引取り、工程の流れ化、必要数でタクトを決める)のまとめ
以上で学んだことをまとめてみましょう。
ジャストインタイムとは?後工程引取りとは?工程の流れ化とは?必要数でタクトを決めるとは?
- ジャストインタイムとは、「必要なモノを、必要な時に、必要な分だけ、流れるように停滞なく」造り、運搬すること
- ジャストインタイム生産においては、多めの在庫を持ってはいけない。一方で、少ない在庫しか持たないことで、お客様を待たせるようなことになってもいけない
- 一見相反することについて、追求していくことが、ジャストインタイム生産
- ジャストインタイムの3原則とは、「後工程引取り」、「工程の流れ化」、「必要数でタクトを決める」の3つ
- 情報のジャストインタイムとは、「必要な情報だけを」「必要な人、必要な場所に」「必要なタイミングで提供」しようという考え方
- ジャストインタイムが満足出来ていない情報は、単なる数字・文字の羅列にすぎない。情報をジャストインタイムに提供し、興味を持って確実に見えるようにすることが非常に大切
- 平準化は絶対守らなければ成立しないもの、3原則は基本的にその方向性で進めるべきもの
- ジャストインタイムの前提条件は、平準化。平準化を考慮しなければ、サプライヤーに混乱が起きてしまう
いかがでしたか?ジャストインタイムの考え方に関してはイメージできましたか?
今ではビジネスの現場における共通用語になっているジャストインタイム。「必要なものを、必要な時に、必要な分だけ」という基本は常に頭の中に入れて仕事を進めていくことで、仕事の質を上げていきたいですね!
トヨタ生産方式について学ぶ!学習コースのご紹介
カイゼンベースの学習コースでは、トヨタ生産方式に関する具体的な内容を動画や理解度テストにより学習することが可能です。詳細の学習や実践でのご活用をご検討の方は、是非ご活用ください。
学習コース「k2-01:アニメで学ぶトヨタ生産方式~入門編~」
「トヨタ生産方式」は、製造業に勤める人はもちろん、社会人であれば知っておきたいテーマです。今でもなお進化し続けているトヨタ生産方式。生まれた背景から基本まで、その歴史や考え方を本講座では解説していきます。
学習コースの詳細
Lesson1:トヨタ生産方式って何?(5:21)
Lesson2:トヨタ生産方式の基本思想と2本柱(6:56)
Lesson3:トヨタ生産方式を創った3人の重要人物(7:13)
Lesson4:ジャストインタイムの3原則と後工程引き取り(5:41)
Lesson5:工程の流れ化とは?(7:44)
Lesson6:ボトルネック・ラインバランス・同期化(9:27)
Lesson7:必要数でタクトを決める(7:14)
Lesson8:ジャストインタイムと平準化(7:11)
Lesson9:ニンベンの付いた自働化の狙い(9:01)
Lesson10:ニンベンの付いた自働化の事例(7:29)
「Lesson1:トヨタ生産方式って何?」の動画はどなたでもご視聴頂けます。
「Lesson2:トヨタ生産方式の基本思想と2本柱」の動画は無料会員登録を行うことでご視聴が可能になります。
「ジャストインタイム」に関する教材ダウンロード
無料会員に登録すると教材のダウンロードができます!
ダウンロードした資料につきましては、コンテンツ利用規約に同意の上、ご利用くださいますようお願い致します。例えば、下記の行為は禁止となります(利用規約を一部抜粋)
- 本コンテンツを利用してのコンサルティング業務をする行為
- 利益享受または販売を目的として利用(販売やWEBサイトへの掲載等)をする行為
- 二次的著作物を制作し第三者に配布する行為
- 弊社または第三者の財産、名誉、プライバシー等を侵害する行為
| 使用用途 | 社内教育や発表資料作成における作業効率化等 |
|---|---|
| ファイル形式 | PowerPoint |
| 教材ダウンロード |
無料会員に登録すると、ココにダウンロードボタンが表示されます。
-512x384.png) |
ログイン/無料会員登録はこちらから
無料会員の方はログインしてください。
新規会員登録のご案内
会員登録特典!
- 閲覧できる動画が2倍に増加
- カイゼン講座で使用している資料の一部がダウンロード可能
- 実務で使えるテンプレートがダウンロード可能
- カイゼン情報や限定情報満載のメルマガが受け取れる
個人向け有料動画サービスに申し込むと、さらに充実!
限定の学習動画が閲覧可能になります!
関連学習動画
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~

公開講座
1:トヨタ生産方式って何?
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- トヨタ生産方式とは
- 進化し続ける生産方式
- トヨタ生産方式が生まれた背景
- 大量生産方式ではないトヨタ生産方式
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~

有料サービス限定
5:省人化、少人化の違い
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 省力化、省人化の違い
- ジャストインタイムと少人化
- 少人化ラインをつくるには
- まとめ
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~

有料サービス限定
8:ジャストインタイムと平準化
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- ジャストインタイムの前提条件を守らないと困る人たち
- 平準化という考え方
- ジャストインタイムのための数字の明確化
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~
無料会員限定
2:7つのムダとは
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 業務を効率化するには
- 7つのムダとは ~「かざってとうふ」で覚えよう~
- 造りすぎのムダについて
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~

有料サービス限定
8:かんばんの役割
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 「かんばん」とは
- 振り返り「トヨタ生産方式の2本柱」「ジャストインタイム」
- 「かんばん」の生い立ち
- かんばんの3つの役割
- まとめ
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~

有料サービス限定
3:トヨタ生産方式を創った3人の重要人物
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- トヨタ生産方式を創った3人とは
- 生産性向上のための研究とジャストインタイム
- ニンベンの付いた自働化を実現
- トヨタ生産方式を体系化
- まとめ
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~
公開講座
1:トヨタ生産方式って何?
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- トヨタ生産方式とは
- 進化し続ける生産方式
- トヨタ生産方式が生まれた背景
- 大量生産方式ではないトヨタ生産方式
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~
有料サービス限定
5:省人化、少人化の違い
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 省力化、省人化の違い
- ジャストインタイムと少人化
- 少人化ラインをつくるには
- まとめ
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~
有料サービス限定
8:ジャストインタイムと平準化
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- ジャストインタイムの前提条件を守らないと困る人たち
- 平準化という考え方
- ジャストインタイムのための数字の明確化
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~
無料会員限定
2:7つのムダとは
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 業務を効率化するには
- 7つのムダとは ~「かざってとうふ」で覚えよう~
- 造りすぎのムダについて
- まとめ
-
k2-02
アニメで学ぶトヨタ生産方式~初級編~
有料サービス限定
8:かんばんの役割
受講対象者
生産部門全般 一般- カリキュラム構成
-
- 「かんばん」とは
- 振り返り「トヨタ生産方式の2本柱」「ジャストインタイム」
- 「かんばん」の生い立ち
- かんばんの3つの役割
- まとめ
-
k2-01
アニメで学ぶトヨタ生産方式~入門編~
有料サービス限定
3:トヨタ生産方式を創った3人の重要人物
受講対象者
現場部門, 間接部門, 一般, 主任・班長クラス, 係長クラス, 課長クラス- カリキュラム構成
-
- トヨタ生産方式を創った3人とは
- 生産性向上のための研究とジャストインタイム
- ニンベンの付いた自働化を実現
- トヨタ生産方式を体系化
- まとめ
