実務で使える「可動率」の計算方法と正しい使い方|複数品種、切り替え時間などにも対応

.png)
「多品種を製造する現場での可動率の計算方法が分からない…」、「数字を出しているものの現場感覚と乖離している…」
可動率は、製造の最短時間に対して実際にかかった時間を表す指標で、その日の現場の頑張りにも関わってきます。だからこそ、公式に当てはめて計算・評価するだけでは上手くいかない場合もあります。本記事では、可動率の計算方法や使い方、重要なポイントなどについて、実務に沿って解説します。
このコラムについて
フルバージョンはYouTubeで公開されています。ぜひご覧ください!
フルバージョンはYouTubeで公開されています。ぜひご覧ください!
可動率の基本とおさらい

藤澤さん、今日は複数品種の可動率について教えてください!
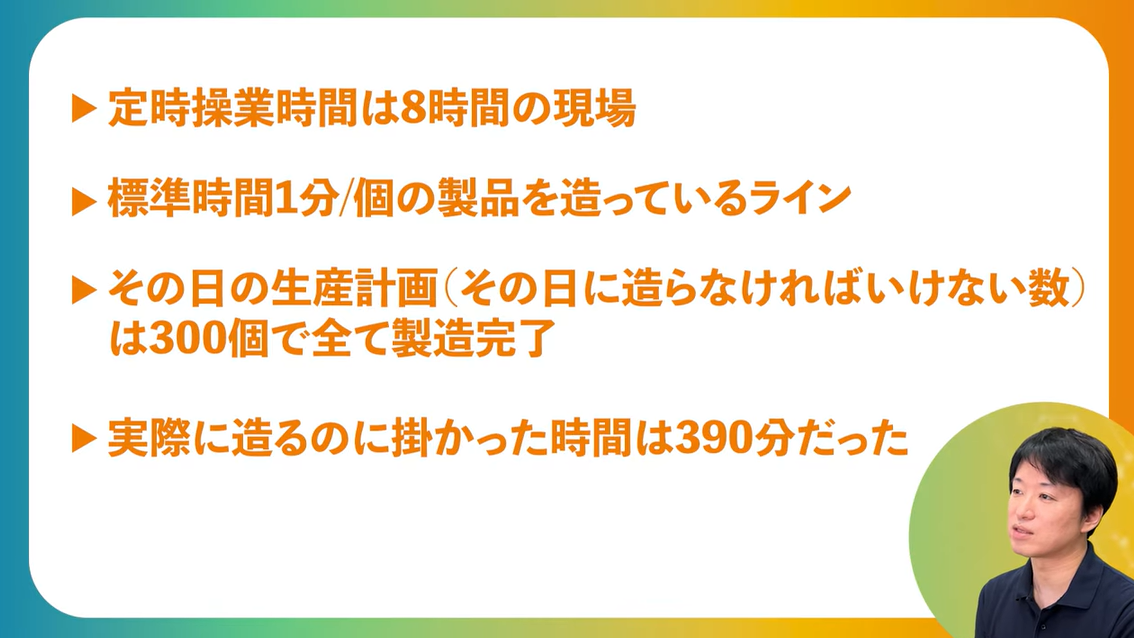
はい。前回学んだ通り、可動率とは「最短で造れるはずの時間に対して、実際に造る時間がどのくらいかかったか」を表す指標です。
例えば図のような条件の場合、可動率は(1分/個×300個=300分)÷390分=76.9%と、比較的シンプルな計算方法で導き出せましたよね。
現場の実際

ただし実際の現場では、一つの生産ラインで1品種だけを造り続けることはほとんどなく、3~4品種造ることも珍しくありません。
今日はそのようなときにどう計算をすればよいか、解説していきます。
練習問題
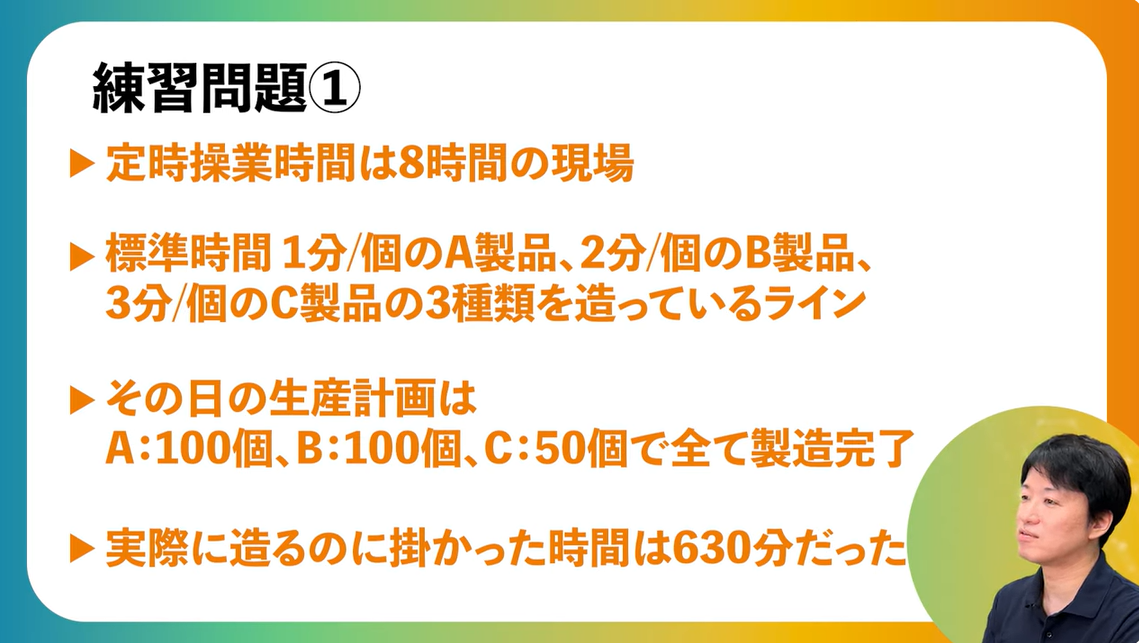
練習問題を通して、考えていきましょう。今回のケースは、3つの製品を造っている生産ラインです。
A製品は1分で1個、B製品は2分で1個、C製品は3分で1個造れます。そしてその日、A、B製品は100個ずつ、C製品は50個造りました。実際にかかった時間は630分だった時、可動率は何%になるでしょうか。
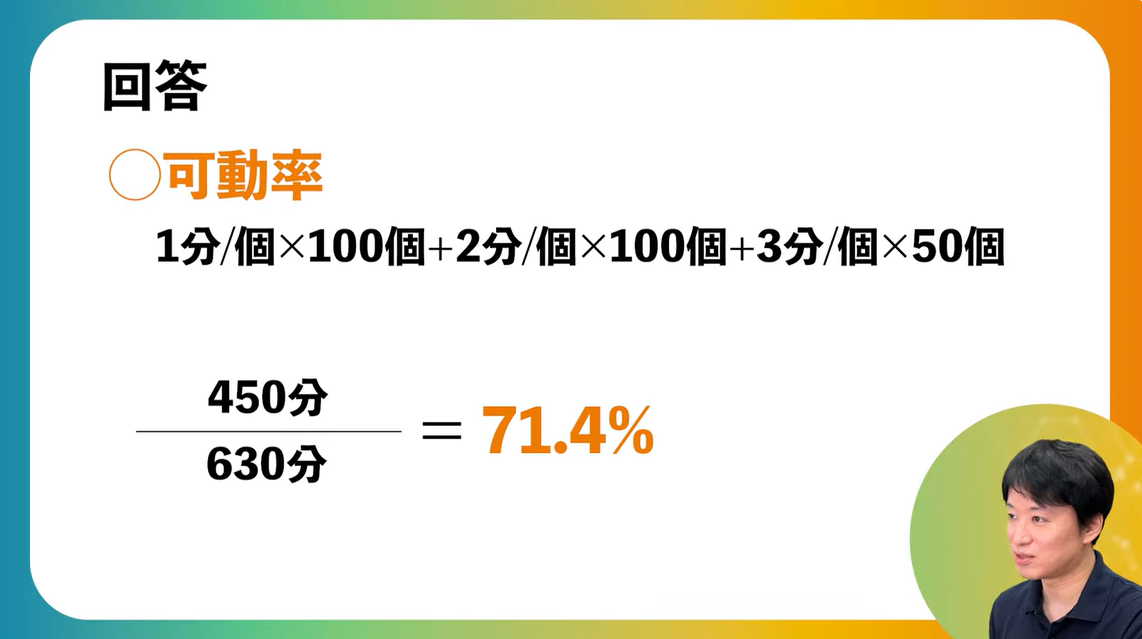
分子はそれぞれの製品を最短で造るのにかかる時間の合計で、450分になります。
実際にかかったのは630分でしたので、可動率は71.4%になるということです。ただし、実務上はこの計算だけでは上手くいかないこともあるのです。
実務上の落とし穴
造る製品が違うので、生産ラインの仕様を変えないといけない…?
その通りです。実際には設備の切り替えの時間が発生しており、その時間は計算上でいう分母にしか含まれていません。
そうなると、造る品種が多い日ほど切り替えの時間が増え、可動率が下がってしまうのです。例えば2品種造った日より、6品種造った日のほうが可動率は下がりますが、その日は頑張りが足りなかったと言えるでしょうか。

それは違うと思います!切り替え時間も考慮するべきだと思います。
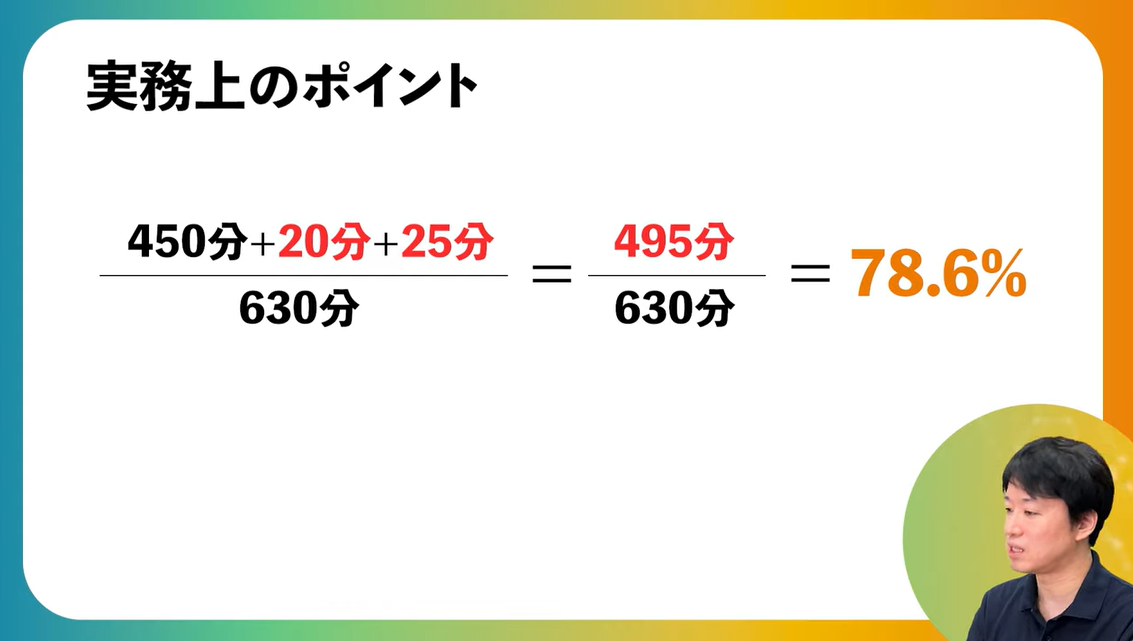
そうですよね。その日の頑張りを正しく判断するためには、切り替えにかかる最短時間も分子に加えるのがよいと私は思っています。
A製品からB製品への切り替えに20分、B製品からC製品への切り替えに25分かかるとすると、可動率は78.6%に上がるというわけです。
まとめ
切り替え時間などを考慮せずに評価してしまうと、現場はしらけてしまいそうですね…。
そうだと思います。自社の現実に合わせて、現場の頑張りが正しく評価できるような数字を設計するのが望ましいです。
可動率をしっかりと理解し、現場の方の頑張りを褒めるために使用していきましょう。

このコラムについて
YouTubeではおまけトークも公開されています。ぜひご覧ください。またチャンネル登録もよろしくお願いします!
YouTubeではおまけトークも公開されています。ぜひご覧ください。またチャンネル登録もよろしくお願いします!
資料請求はこちらから

サービス紹介資料・価格表を無料でダウンロードできます。お気軽にお問い合わせください。
